click on the image for a larger version
Closeup of the cylinder removed from an Iranian furnace.
A while ago, I asked if anybody knew what the purpose of a furnace shown in an Iranian video covering the construction of the Safir-Omid space launcher was. Answering this question, as well understanding several other interesting scenes in the video, could help provide a better understanding of Iran’s indigenous production capabilities. This, in turn, has important implications for policy choices in such disparate fields as export controls and missile defense. Several interesting suggestions were made, which I list below as hypotheses:
1. Brazing (a form of soldering) together the inner and outer shells of a rocket motor. I had originally thought this might be for the smaller second stage engines but it was also suggested that it might be for the larger first stage engine; a Nodong engine.
2. Manufacturing fiber reinforced ceramic matrix composite jet vanes. Iran’s ability to manufacture jet vanes, for both liquid and solid propellant missiles, is important in understanding how sensitive they might be to targeted sanctions or the MTCR (Missile Technology Control Regime).
3. An as yet undetermined purpose. This catch all hypothesis is a logical necessity. As we shall see, it possible to rule out one of these hypotheses while not positively confirming the other.
Let’s now turn to each hypothesis in turn.
Engine Brazing Hypothesis
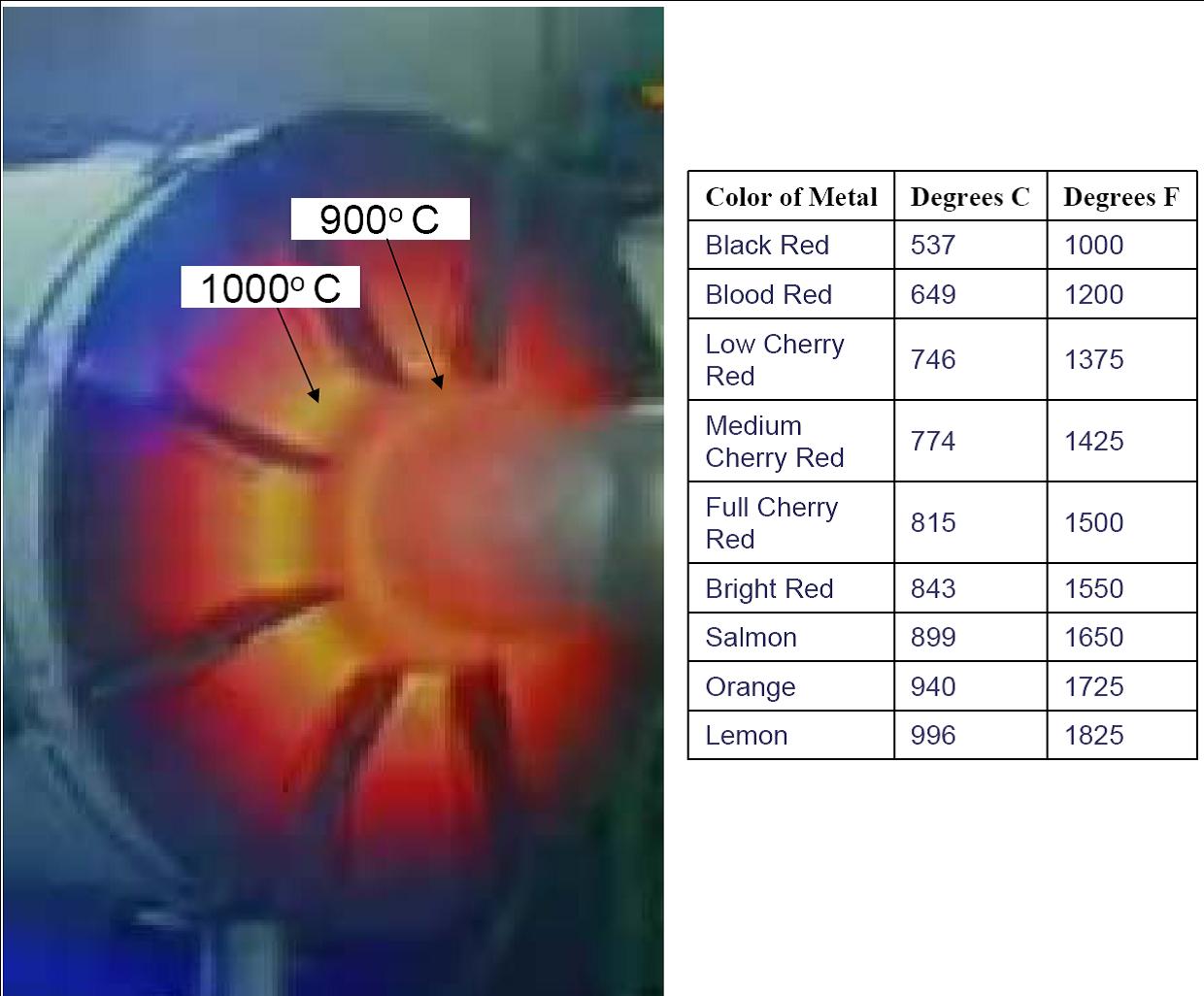
The cylinder, which in this hypothesis, could either be for forming a vacuum or supplying a special atmosphere (such as argon) for brazing the inner and outer shells together. In this hypothesis, the furnace has heated the cylinder with the engine inside it to a temperature above the melting (liquidus) temperature of the brazing filler material (the equivalent of the solder) but, of necessity, less than the melting point of the materials—the engine shells—being brazed together. Typical brazing temperatures for stainless steel are about 1100 degrees C.
Fortunately, the video can be used to estimate the minimum temperature of the furnace by gauging the color of cylinder’s metal. (See the image at the top of this post.) The cylinder has recently been removed from the furnace and allowed to cool for an indeterminate period of time. The cylinder has cooled off first at its outer radius, retaining a hot inner core while the support cylinder, presumably made of stainless steel, has not conducted much heat away from the cylinder. That, too, is a property of stainless steel. The cylinder’s lemon-colored inner core, surrounded by cooler cherry red fading to dark red metal, indicates the furnace’s temperature was at least 1000 degrees C, consistent with brazing stainless steel. Interestingly, it rules out the cylinder being used, at this time, for brazing the copper based second stage engines since that would melt the material. (See my post on missile development consortiums for a discussion, especially in the comments, of the material used for fabricating the second stage engines.)

An Iranian “Nodong” engine with an outline of the furnace cylinder with the correct aspect ratio shown in yellow.
However, brazing the first stage engine can also be ruled out as unlikely because of the relative dimensions, the aspect ratio, of the cylinder: it appears that the cylinder probably cannot fit an entire Nodong engine into its volume. That argument is somewhat too narrow and technical even for my techno-wonk posts so I have provided a link for the die-hard technical types here.
Tomorrow, I will consider the possibility of Iran using this furnace for producing carbon-fiber reinforced ceramic matrix composite jet vanes for thrust vector control of its missiles. Unfortunately, I cannot be definitive about that hypothesis the way I can with the brazing hypothesis and thus it still remains possible that the furnace is being used for something totally different. However, I want to explore the composite jet vanes hypothesis in more detail so there will several more posts in this series after that. I promise that the more political science types will (I hope) find these interesting as two days from now I will present a theoretical framework for understanding how states get the know-how and industrial infrastructure for producing WMD and the means to deliver it.
This series of posts consists of:
0) Do You Know What This Thing Is?
3) The How of Proliferation, Part 1

Geoff, i have some small annotations considering your dimensioning of that cylinder.
First, i think you’ll also have to correct additionally for perspective (tricky business…), so the aspect ratio may be a little bit (but not much) higher than 1.3.
Next, as far as i know, the chamber head is welded to the rest of the chamber after brazing (i’m not sure how the fuel/oxidiser-injectors would react to such a heat-treatment), thus shortening the neccessary length of the cylinder by about 10%.
I’m also not 100% sure i can follow you on the “handle” part (marked “h” in the photos); The part in the cool-down photo seems to be some sort of strut (previously concealed by that heat-shield) to me, not the handlebar of that wheel.
Last but not least, let me repeat my question from the other thread: if this cylinder is not for brazing a thrust-chamber, then why the rotational symmetry? (Don’t consider this a show-stopper question, i’d just like to understand why exactly this particular form was chosen, if e.g. for jet vane production; One possibility i could think of would be inside pressure; I’m not sure if this makes sense with sintering…)
But otherwise quite nice work – i especially like the heat-analysis part! I’m looking forward to reading part 2.
Jochen,
As for the rotational symmetry of the cylinder (ie why a cylinder vs. a cube or other shape), it would be more convenient to have both hypotheses treated in the same posting but it would be twice as long, and therefore half the people would read it. Please, if you dont mind, hold your questions until tomorrow and see if I answer it to your satisfaction.
I agree with you that the perspective, or the effects that are caused by the camera not being at infinity, are small, which is why I didnt bother including them. The same goes with including the top of the combustion chamber.
Finally, as to the handle, I admit its hard to see what I mean and then very hard for me to “prove” my argument. An alternative argument would say that it is a bad idea to have the additional and unnecessary volume that fitting the engine in this cylinder, with its aspect ratio, would require.
I somehow missed the earlier post on the Iranian furnace. I do not think it is a vacuum furnace. I have a very large vacuum furnace in my shop and one of the characteristics of a vacuum furnace is that the exterior is (more or less) at room temperature. It is definitely not a graphite process, as graphite sublimates at these temperatures. At these temperatures graphite must be processed in a very high vacuum. You would never see it glowing like that. That is not the case here. The picture could refractory metals being cast, which is consistent with the premise that this is a rocket combustion chamber component being fabricated. What is important to consider is that whatever it is, it is not bothered by atmospheric exposure while at temperatures well in excess of 2500 degrees.
It could be a ceramic process as oxides are generally not bothered by atmospheric exposure. Another possibility is a quartz component being made. Quartz will withstand atmospheric exposure even at the temperature shown without damage, I don’t know enough about the structure of rockets to identify the part being made, but my observations are based on years of experience with very high temperature thermal processes, graphite, ceramic and quartz processing and metal fabrication.
A tip off to what this is, is the with hot material surrounded by cooler stuff (technical term). The cooler stuff is most likely thermal insulation for the furnace.
WRT: Rotating Furnace: What is certain is that this is not as hot as the first furnace. I believe that the fins that protrude in towards the center section are fixtures for holding the cylindrical center component being processed. I have seen this structure before. I am tempted to say that this is an annealing furnace, but that is more of a gut reaction than a scientific conclusion.
WRT: Machined “Corrugated” copper “thing” (another technical term). I am fairly certain, based on personal experience, that this is a sacrificial electroforming mandrel. As has been speculated by others, the corrugations are cooling channels that will be an internal part of the final nozzle. Yes, it is most definitely a rocket nozzle that is being formed. This is clear from the shape of the bell section.
I could go into substantially greater detail about the analysis of these photos, but it would not be appropriate in a public forum. I hope this clears up some of the mystery. 73
Geoff:
The point i was trying to make is that a) the cylinder is perhaps a little bit longer while b) the chamber without the head is a little bit shorter, so there’s not necessarily a large dead-volume involved to fit the chamber without head into that cylinder;
I’d simply suggest to not completely exclude the possibility of that cylinder being involved in Nodong-chamber-brazing too premature.
CB,
See my post of today. Your furnace uses a temperature gradient, which helps speed processing of some products but isn’t necessary and, in fact, wasn’t originally used.
CB:
Indeed, that does not bear a lot of resemblance with a typical ‘conventional’ vacuum furnace (BTW, heating in these is usually provided by induction – but that won’t work if the workpiece is encased in a steel container) – the procedure we see in the video is more like putting a vacuum chamber (or a pressure-vessel holding some other sort of controlled atmosphere) into an annealing oven!
I must admit that i have never seen how the Russians braze their “corrugated steel”-chambers like that of the Isayev 9D21 (Scud) or the S2.720 (Guideline); It would be highly interesting to see to what extent their process matches this approach.
Geoff: I read today’s (8/4) post with interest. But I would like to stay focused on the furnace for a bit longer.
1. My furnace does not use a temperature gradient (unless I misunderstand your use of this term, a possibility). It uses direct radiative transfer for heating. Trust me, it is not quick, but it is extremely uniform and goes to very high temperatures (in excess of 2500deg C). My furnace uses very large graphite heating elements arrayed around the inside of the chamber. They are mounted on a refractory metal heat shield, which in turn is mounted on another heat shield, which is in turn mounted on a third heat shield, which in turn is mounted to the inside wall of the vacuum chamber (heavily water-cooled). I do not use induction heating as I heat dielectric materials during many processes and only graphite elements will give me the temperatures I require. You will probably not be surprised that it is not a commercial furnace, but, one that I designed and built myself.
2. Yesterday, I stated that I think it is an annealing process, but I don’t see the intermediate chamber that Jochen alludes to. There is a cylinder that is supported by some vanes attached to the exterior end of the chamber. This is how one would normally support a cylinder in a horizontal furnace. You would want the supports to have minimal contact area with the part, which is consistent with the picture.
3. I do a blind brazing process that would be suitable for assembling a cooled rocket nozzle (no, I do not do this in my work). It is not particularly difficult to get a hermetic seal in this type of process.
4. Jochen, I disagree with your statement about heating things inside a steel (or any conductive) case. I have been doing this for over 25 years and it is not difficult or impossible.
5. Finally, I still maintain that the furnace with the vertical orientation is not a vacuum furnace. It would be highly unusual to open a vacuum furnace with parts at the temperature showed.
73
CB:
So what about things like “skin effect” or “skin depth”? I wrote about (electromagnetic) inductive heating, if you skipped that…
But i agree with you on point 5, what we see in the iranian video is definitely no vacuum furnace (and that the oven we see indeed bears some resemblance with a small annealing chamber).
And i agree, the “fins” at the end seem to be for horizontal support.
To clarify my understanding of that cylinder: I think that the cylinder is neither an oven itself nor the actual workpiece, but is instead only a container (probably holding some controlled type of atmosphere) for the real workpiece hidden inside; And that it looks like that container is put in whole into some sort of oven to heat everything (if there is in fact vacuum inside of the container, then the workpiece itself will be mostly heated by radiative heat transfer, just like you describe), possibly for brazing.
CB,
Sorry for the delay in responding. I hope you can appreciate the work involved in posting something every day (especially if you foolishly promise to do so!)
I think I misinterpreted something you said about a feature of the furnace being it was cool on the outside. From that I thought you were talking about a temperature gradient, which is mentioned in some of the books I have been reading about this production process. Obviously, you are the expert and I am only a neophyte on this matter. I’d only repeat what I’ve said in other comments in this series of posts and that is that until we see what’s inside the cylinder, we cannot prove anything but only show what is consistent and what is not. I think I have done that but we can obviously discuss these issues in more detail.
Geoff, i’ve just stumbled over a highly interesting picture which might solve the ‘cylinder-question’ for good:
(Also visible in the video at seconds 22-23)
I think we can see the cap of the cylinder (the part with the fins and those six fasteners) at the extreme right of that stillframe; Also observe that little green box down to the right (and the general background).
A little correction to my previous post:
After re-viewing the video, i now think it’s eight fasteners (and fins) on that cylinder-cap.
Jochen,
I think you are right. The circumstantial evidence is just too strong. Im still puzzled by the aspect ratio issue. Its hard to estimate how much of the combustion combustion chamber is hidden by the end plat but it sort of seems like its not a complete combustion chamber. (Which would fit with my estimates of the cylinder’s aspect ratio.) But that doesnt make much sense to me from a “how do you fabricate the combustion chamber?” point of view.
I don’t know, maybe that end plate is pretty big; which would imply a lot of empty space around the engine.
Geoff,
As i wrote before, the chamber-head is not present during brazing (and never underestimate the effects of perspective!). Plus, i think the last picture i posted shows (although not too clear) that the outside diameter of the ‘cylinder’ is definitely larger than that of the thrust chamber (i estimate something in the range of 0.9m, assuming that the chamber-diameter is ~0.6m).
All in all, the whole issue can be reconciled quite consistently with this drawing in my opinion (as you can see, this is from Vorobey/Loginov’s book, plus annotations in red by Mr. Brügge, who was so kind to put that drawing on his homepage):